チップ交換であらゆる規格のねじ加工が可能
更新日:2017.03.01
ミルスレッド(チップ交換式)
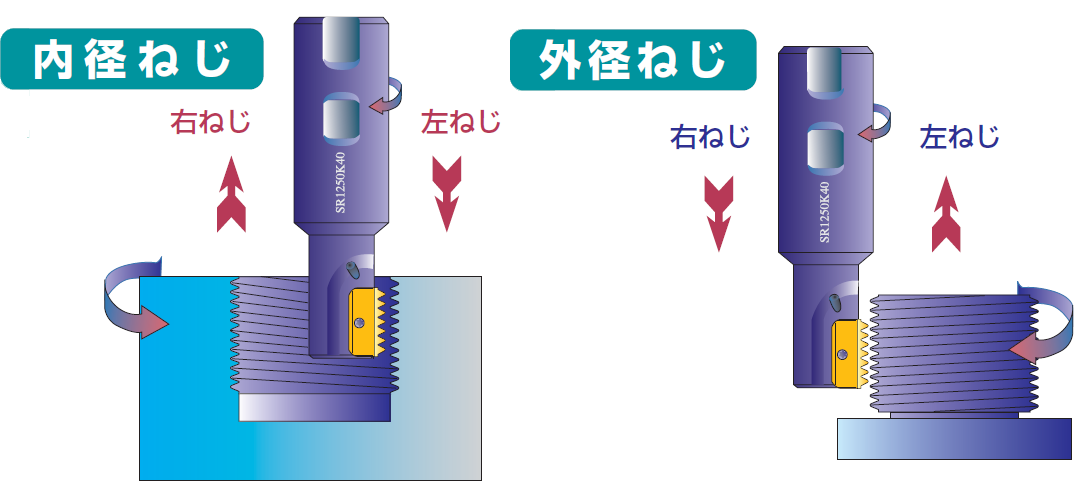
■特長 同じホルダー・チップで
同じホルダー・チップで右ねじ、左ねじのどちらの加工も出来て、
チップ交換で
(ISO,UN,WHIT,BSPT,NPT,NPTF,PG,UNJ,ACME)
様々なネジ加工ができます。
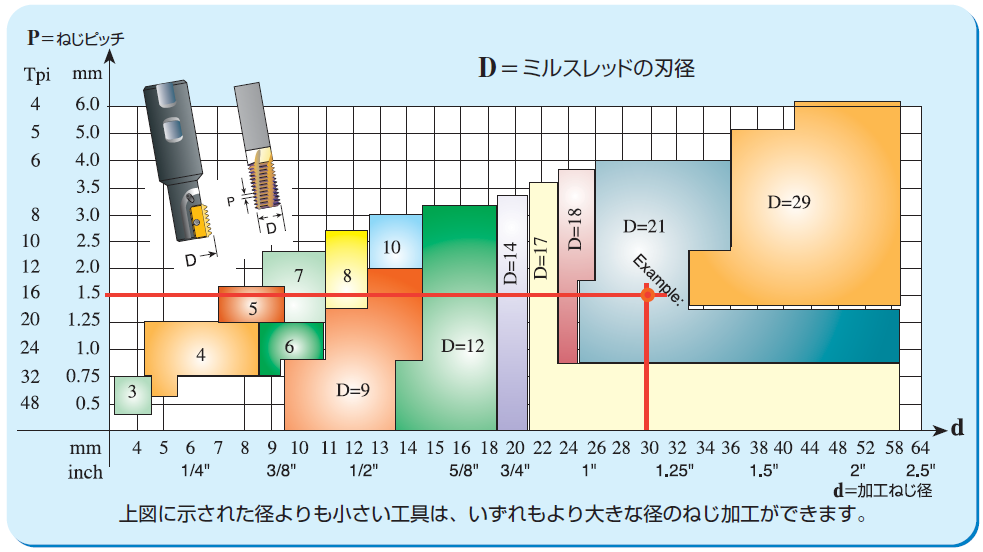
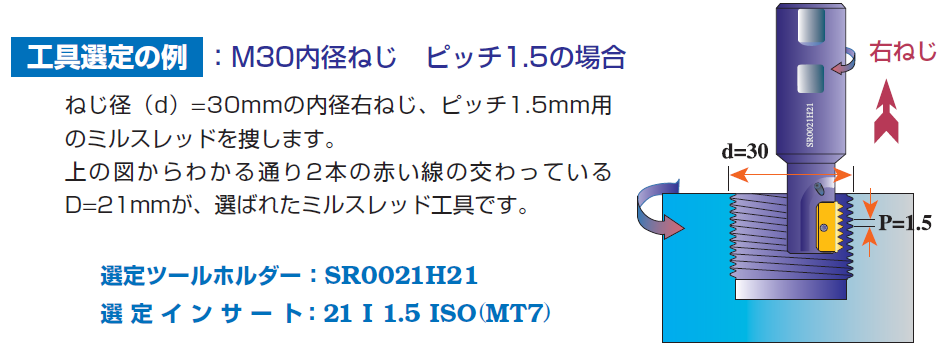
■選定方法
※内径加工用(ISO,UN,WHIT,NPT,NPTF,BSPT)に適合します。
■対応材種と切削条件
| ISO | 被削材 | 切削条件(材質:MT7) m/min |
| P | 低・中炭素鋼 | 115~280 |
| 高炭素鋼 | 130~200 | |
| 合金鋼 | 105~180 | |
| M | ステンレス鋼 | 130~190 |
| 鋳鋼 | 150~190 | |
| K | 鋳鉄 | 80~170 |
| N | アルミ・非鉄金属 | 180~340 |
| プラスチック | 115~460 | |
| S | ニッケル合金・チタン合金 | 25~90 |
※通常の条件では初めに推奨切削速度の中間の値をご使用下さい。
硬い被削材には、速度を遅く設定して下さい。
ミルスレッドの切削用CNCプログラムはオンラインにて対応しております。
■バリエーション
 ←クリックでカタログが閲覧できます。
←クリックでカタログが閲覧できます。ハードカット
(超硬ソリッドミルスレッド)
■特長
HRC62までのワークにねじを切る事が可能
M1.4x0.3の極小径から揃えています。
■対応材種と切削条件
| 被削材 | 被削材硬度 (HRC) |
切削速度 (m/min) |
一刃あたりの送り(mm) | ||||||||||||||
| 切削工具径=D | |||||||||||||||||
| φ1 | φ1.5 | φ2 | φ3 | φ4 | φ5 | φ6 | φ7 | φ8 | φ9 | φ10 | φ12 | φ14 | φ15 | ||||
| H | 焼入鋼 | 45-50 | 60-70 | 0.03 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.06 | 0.07 | 0.07 | 0.08 | 0.08 | 0.09 | 0.10 | 0.11 |
| 51-55 | 50-60 | 0.02 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.10 | ||
| 65-62 | 40-50 | 0.01 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.06 | 0.07 | 0.08 | 0.09 | ||
| S | ニッケル合金 チタン合金 |
20-40 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.06 | 0.06 | 0.06 | 0.07 | 0.07 | 0.07 | 0.08 | 0.08 | |
■バリエーション
←クリックでカタログが閲覧できます。デジタルピストルグリップ
ボアゲージ
クリックでカタログ閲覧できます→
■特長
・一定のトルクでアンビルが動く為、簡単に測定できます。
(ねじ・スプライン・溝測定等の特殊形状アンビル付測定ヘッドの製作ができます。)
・IP65のエレクトニクス・スプレー防水機能を備えています。
・RS232による外部出力が可能
