ドリル+エンドミル加工がこれ1本で可能/不等分割・不等リードで高能率加工
更新日:2017.03.01
CZS
クリックでカタログが閲覧できます→
■特長
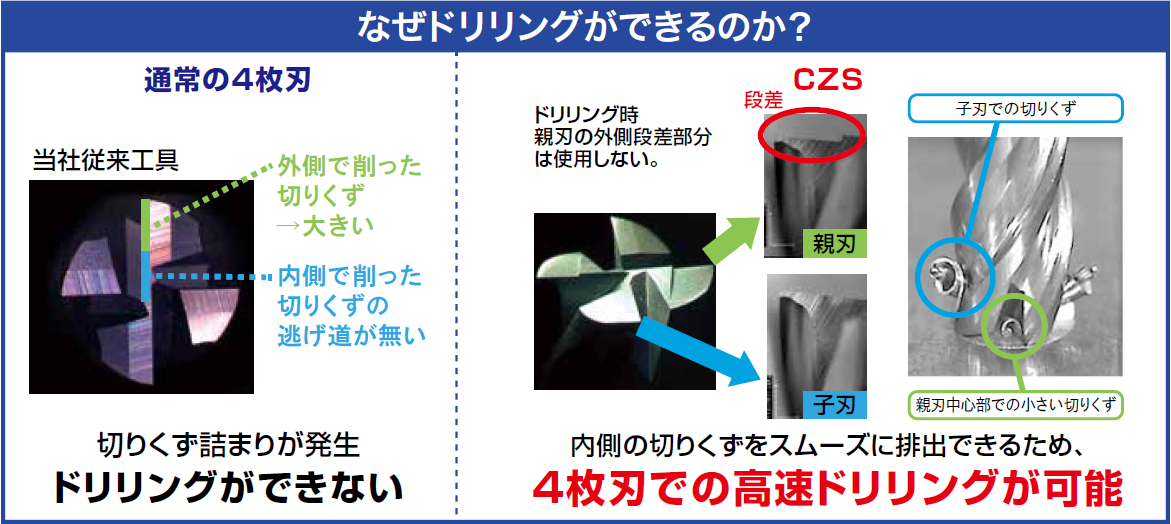
・4枚刃でZ切込みが可能
・低摩耗コーティング採用で抜群の
切りくず排出性を耐摩耗性を実現
・通常ドリル+エンドミル加工が
エンドミル1本ででき、
加工時間の短縮が可能
■CZSのしくみ
■加工事例

■切削条件と注意点
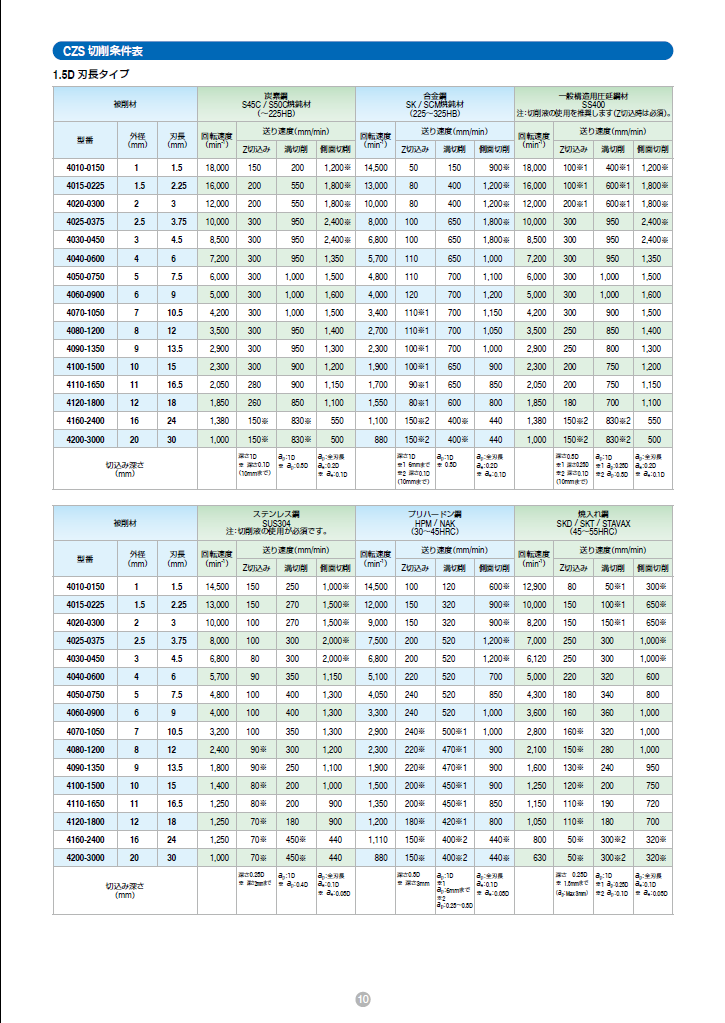 ←クリックで条件が見れます。
←クリックで条件が見れます。・機械の回転速度が足りない場合や、加工中ビビリや工具の赤熱が発生する場合は
回転速度と送り速度を同じ比率で下げてください。
・突き出し長が最短となるチャッキング状態を想定した条件表です。
・加工精度を要求される場合は、送り速度・切込み深さを減らしてください。
・特にZ切込み条件についてはスピンドル剛性を考慮した条件としてください。
・深さ方向に複数回Z切込み・溝切削を繰り返す場合、切りくずの巻き付き
及び排出性を考慮した条件設定をおこなってください。
・Z切込み時に巻き付きが気になる場合は、切込み深さを減らしてください。
・外径16及び20の加工条件は、BT50の主軸を想定したものです。
BT40の場合は切り込み深さを半分以下にしてください。
・※印のある送り条件は、切込み深さ欄の※印の設定と組み合わせてご使用下さい。
・水溶性もしくは油性切削油を推奨致します。
・ステンレス鋼とアルミ合金の加工には水溶性切削油(スルースピンドル)を
推奨致します。
・チタン合金、超耐熱合金の加工には油性切削油を推奨致します。
■動画
加工動画です。ご覧ください
CXES,CXS
クリックでカタログが閲覧できます→
■特長
・不等分割・不等リード仕様で
ビビリ振動抑制
・特殊溝形状、ファインチューニング
により超高能率加工が可能
・高能率切削だけでなく仕上げ切削に
おいても良好な仕上げ面
・低摩耗タイプのコーティングで
抜群の切りくず排出性と耐摩耗性を実現
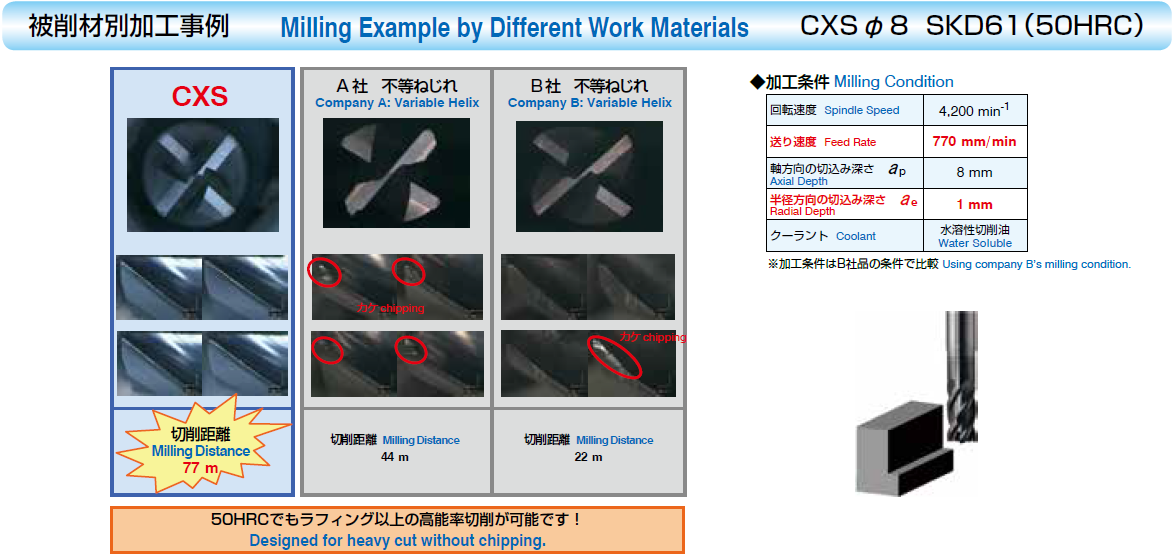
■加工事例
■切削条件と注意点
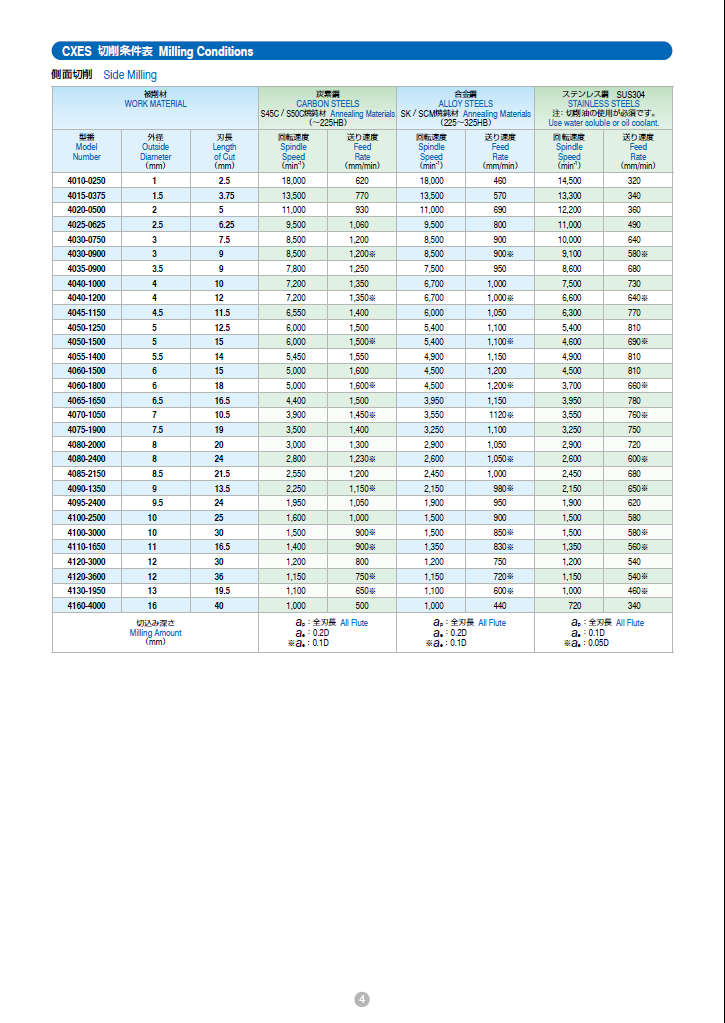 ←クリックで切削条件が見れます。
←クリックで切削条件が見れます。・ビビリが発生する場合は、回転速度と送り速度を同じ比率で下げて下さい。
・突き出し長が最短となるチャッキング状態を想定した条件表です。
・加工精度を要求される場合は、送り速度・切込み深さを減らして下さい。
・水溶性・油性切削油、オイルミスト、エアーブローのいずれに
おいても安定した加工が可能です。
・ステンレス鋼と銅の加工には水溶性もしくは油性切削油を推奨致します。
■動画
CXESの加工動画です。ご覧下さい
